+86-13375741296
info@diecasting-factory.com
日本語
English
Español
Português
русский
Français
日本語
Deutsch
tiếng Việt
Italiano
Nederlands
ภาษาไทย
Polski
한국어
Svenska
magyar
Malay
বাংলা ভাষার
Dansk
Suomi
हिन्दी
Pilipino
Türkçe
Gaeilge
العربية
Indonesia
Norsk
تمل
český
ελληνικά
український
Javanese
فارسی
தமிழ்
తెలుగు
नेपाली
Burmese
български
ລາວ
Latine
Қазақша
Euskal
Azərbaycan
Slovenský jazyk
Македонски
Lietuvos
Eesti Keel
Română
Slovenski
मराठी
Srpski језик
家
私たちに関しては
会社概要
ワークショップ機器
製品
アルミ鋳造
亜鉛鋳造
CNC加工サービス
ニュース
会社のニュース
業界ニュース
よくある質問
ダウンロード
お問い合わせを送信
お問い合わせ
ニュース
家
>
ニュース
>
業界ニュース
ニュース
会社のニュース
業界ニュース
よくある質問
新製品
砂型鋳造
A356アルミ鋳造
永久鋳型鋳造
低圧アルミニウム鋳造
すべての新製品
業界ニュース
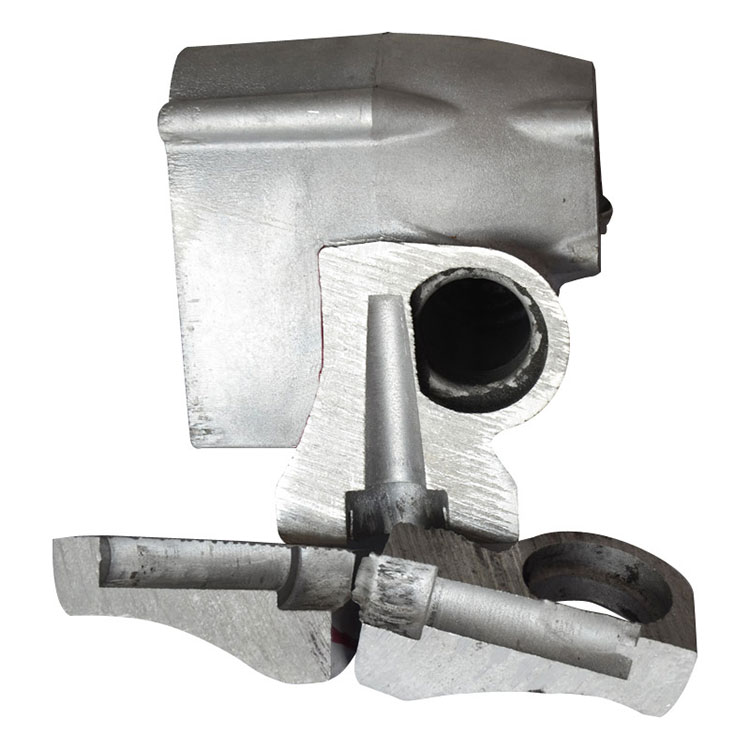
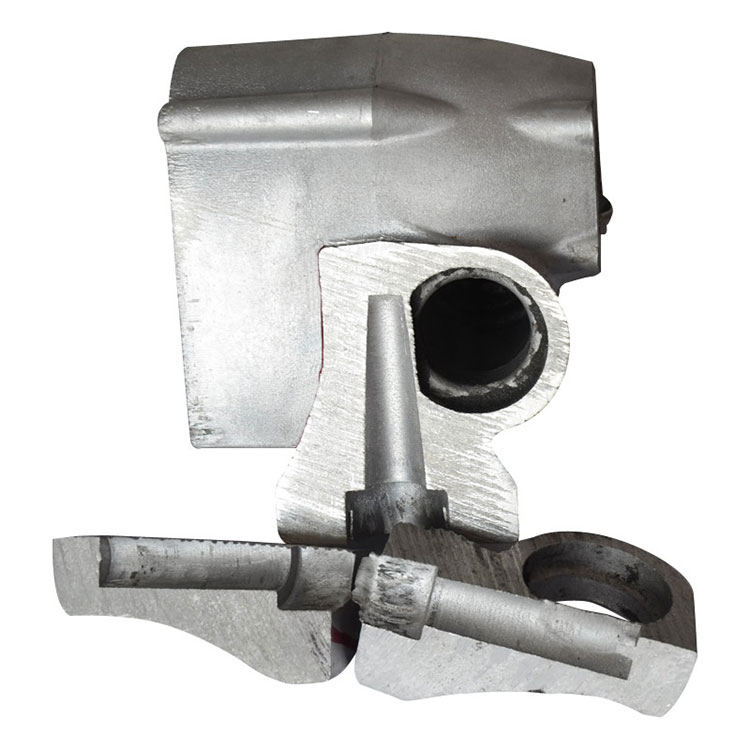
アルミ鋳物の欠陥分析と防止(2)
●
2021-12-03
●
-
●
メッセージを残してください
気孔バブル
(アルミ鋳造)
欠陥の特徴:3つの鋳物の壁の細孔は、一般に円形または楕円形で、表面は滑らかで、一般に光沢のある酸化物の鱗があり、時には油黄色です。表面の細孔と気泡はサンドブラストで見つけることができ、内部の細孔と気泡はX線透視室または機械加工で見つけることができます。 X線フィルムの細孔と気泡は黒色です
原因
(アルミ鋳造)
1.注入合金が不安定で、ガスが含まれている
2.金型(コア)砂に有機不純物(炭塵、草の根の馬の糞など)が混入している
3.カビや砂の芯の換気が悪い
4.冷鉄の表面に収縮空洞があります
5.ゲーティングシステムの貧弱な設計
予防方法
(アルミ鋳造)
1.ガスに巻き込まれないように、注入速度を正しくマスターします。
2.成形材料のガス発生を低減するために、金型(コア)砂に有機不純物を混合してはなりません。
3.(コア)砂の排気能力を向上させる
4.冷鉄の正しい選択と処理
5.ゲーティングシステムの設計を改善する
前:
アルミニウム鋳造の欠陥分析と防止(1)
次:
アルミ鋳物の欠陥分析と防止(3)
お問い合わせを送信
送信
X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー
拒否する
受け入れる