+86-13375741296
info@diecasting-factory.com
日本語
English
Español
Português
русский
Français
日本語
Deutsch
tiếng Việt
Italiano
Nederlands
ภาษาไทย
Polski
한국어
Svenska
magyar
Malay
বাংলা ভাষার
Dansk
Suomi
हिन्दी
Pilipino
Türkçe
Gaeilge
العربية
Indonesia
Norsk
تمل
český
ελληνικά
український
Javanese
فارسی
தமிழ்
తెలుగు
नेपाली
Burmese
български
ລາວ
Latine
Қазақша
Euskal
Azərbaycan
Slovenský jazyk
Македонски
Lietuvos
Eesti Keel
Română
Slovenski
मराठी
Srpski језик
家
私たちに関しては
会社概要
ワークショップ機器
製品
アルミ鋳造
亜鉛鋳造
CNC加工サービス
ニュース
会社のニュース
業界ニュース
よくある質問
ダウンロード
お問い合わせを送信
お問い合わせ
ニュース
家
>
ニュース
>
業界ニュース
ニュース
会社のニュース
業界ニュース
よくある質問
新製品
砂型鋳造
A356アルミ鋳造
永久鋳型鋳造
低圧アルミニウム鋳造
すべての新製品
業界ニュース
アルミ鋳物の欠陥分析と防止(3)
●
2021-12-03
●
-
●
メッセージを残してください
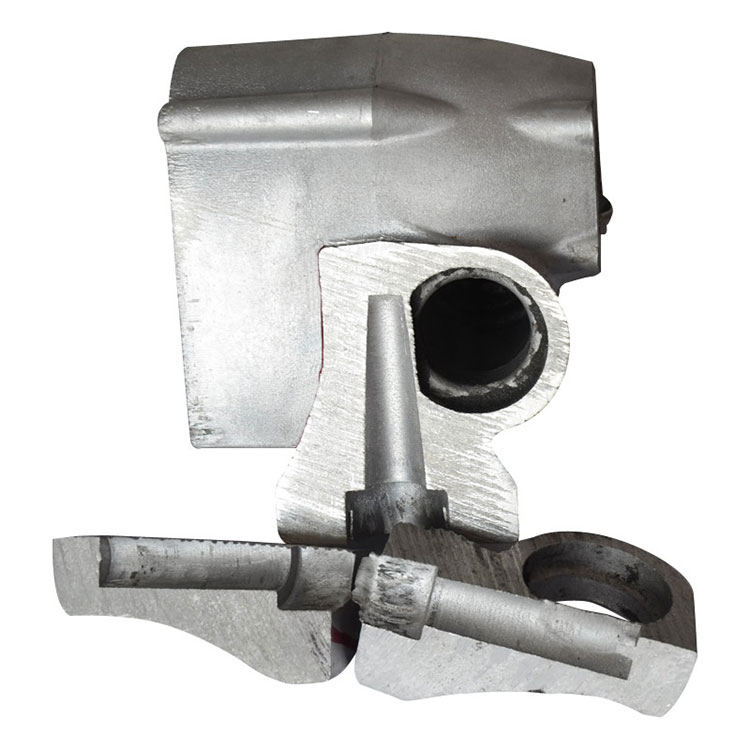
収縮気孔率
(アルミ鋳造)
欠陥特性:アルミニウム鋳物の収縮気孔率は、一般に、内側スプルー近くのフライングライザーのルートの厚い部分、壁の厚さの変化、および大きな平面を持つ薄い壁で発生します。鋳造時の骨折は、熱処理後、灰色、淡黄色、灰色白色、淡黄色、または灰色黒色になります。 X線フィルムのように雲のようであり、X線、蛍光X線低倍率破砕、その他の検査方法により、糸状の深刻な収縮や緩みが見られます。
原因
(アルミ鋳造)
1.ライザーの給餌効果が悪い
2.担当ガス量が多すぎる
3.インゲート付近の過熱
4.砂型は水分が多すぎて、砂の芯が乾燥していません
5.粗合金粒子
6.金型内の鋳物の位置が不適切です
7.注入温度が高すぎ、注入速度が速すぎます
予防方法
(アルミ鋳造)
1.ライザーから溶融金属を追加して、ライザーの設計を改善します
2.炉の装入物は清潔で、腐食がないものでなければなりません。
3.鋳物の収縮時にライザーを設置し、冷鉄をライザーと組み合わせて配置または使用するものとします。
4.鋳物砂の含水率を制御し、砂のコアを乾燥させます
5.穀物を精製するための措置を講じる
6.金型内の鋳物の位置を改善し、注入温度と注入速度を下げます
前:
アルミ鋳物の欠陥分析と防止(2)
次:
アルミ鋳造技術
お問い合わせを送信
送信
X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー
拒否する
受け入れる